
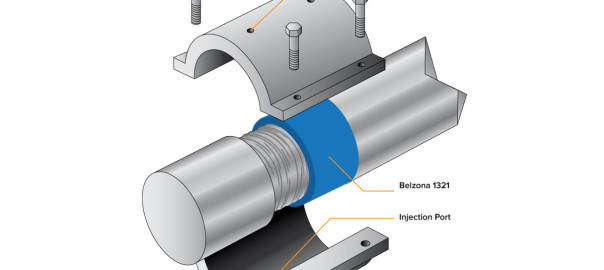
Popravka osovine ubrizgavanjem
BELZONA POPRAVKA OSOVINEZa razliku od konvencionalnih metoda (npr. zavarivanje, prskanje m...



Bimetalna korozija veliki je problem na spoju cevi metalne ploče, što uzrokuje propuštanje cevi. Depresije na površini moguće je nadomestiti Belzonom 1311 metalnim i zaštititi Belzona 1321 premazom
Belzona proizvodi odabrani su za ovu primenu zbog njihove sposobnosti prijanjanja i njihove jaka adhezije na masnu, mokru ili
ručno pripremljenu podlogu, oni su idealno rešenje za električna postrojenja.


Transportna gumena traka pod velikim je opterećenjima. Uobičajne metode lepljenjem gumenih oplata trenutno su rešenje i često se odvoje od površine.


Belzona 5122 (Clear Cladding Contentrate) pomešamo sa 90 % vode te ga apliciramo na površinu.

Gume bagera pod stalnim su opterećenjem, a do pucanja dolazi pri velikim razlikama temperature i vlage. Belzona 2311 SR Elastomer je brzostezujući materijal kojim hitno ….